
ליהוק השקעות
מה זה יציקת השקעות
יציקת השקעות, ידוע גם כ יציקת שעווה אבודה, כולל תהליכים כמו לחיצת שעווה, תיקון שעווה, הרכבת עצים, טבילת slurry, המסת שעווה, יציקת מתכת מותכת, ופוסט-טיפול. יציקת שעווה אבודה היא שימוש בשעווה ליצירת תבנית שעווה של החלק שיש ליציקה, ואז ציפוי תבנית השעווה בבוץ, שהוא תבנית בוץ. לאחר ייבוש תבנית החימר, הכניסו אותה למים חמים כדי להמיס את תבנית השעווה הפנימית. מוציאים את תבנית החימר מתבנית השעווה המומסת ומפעילים אותה לתבנית חרס. לאחר צלייה. באופן כללי, נותר צינור מזיגה בעת הכנת תבנית בוץ, ואז שופכים מתכת מותכת מיציאת המזיגה. לאחר הקירור מיוצרים החלקים הנדרשים.
כאשר משתמשים בשעווה כדפוס, יציקת השקעות נקראת גם "יציקת שעווה אבודה". החומר עשוי לתבנית, ומשטח התבנית מכוסה בכמה שכבות של חומר עקשן ליצירת מעטפת תבנית, ואז התבנית נמסה ומשוחררת מקליפת התבנית לקבלת תבנית ללא משטח פרידה. לאחר צלייה בטמפרטורה גבוהה ניתן למלא אותו בחול ולשפוך אותו. מכיוון שדפוסים עשויים באופן נרחב מחומרים דונגיים, יציקת השקעות מכונה לעתים קרובות "יציקת שעווה אבודה".
חומרים המשמשים ליציקת שעווה אבודה - סוגי יציקות השקעה
- פלדת פחמן
- סגסוגת פלדה
- סגסוגת עמידה בחום
- פלדת אל - חלד
- סגסוגת דיוק
- סגסוגת מגנטים קבועה
- נושאת סגסוגת
- סגסוגת נחושת
- סגסוגת אלומיניום
- סגסוגת טיטניום
- ברזל יצוק נודולרי וכו '.
צורת יציקות ההשקעה בדרך כלל מורכבת יותר. הקוטר המינימלי של החורים הניתנים ליציקה על היציקות יכול להגיע ל 0.5 מ"מ, ועובי הקיר המינימלי של היציקות הוא 0.3 מ"מ. בייצור ניתן לשלב חלקים מסוימים שהורכבו במקור מכמה חלקים. על ידי שינוי מבנה החלקים, הם יכולים להיות מתוכננים כחלקים אינטגרליים ויצוקים ישירות על ידי יציקת השקעות כדי לחסוך עיבוד שעות עבודה וצריכת חומרי מתכת, ולהפוך את מבנה החלק ליותר סביר.
משקל יציקות ההשקעה הוא לרוב אפס לעשרות בקר (מכמה גרם לעשרה קילוגרמים, בדרך כלל לא יותר מ -25 ק"ג), ומטריד יותר לייצר יציקות כבדות מדי על ידי יציקת השקעות.
תהליך יציקת ההשקעות מורכב יותר וקשה לשליטה, והחומרים המשמשים ונצרכים יקרים יותר. לכן, הוא מתאים לייצור חלקים קטנים בעלי צורות מורכבות, דרישות דיוק גבוהות או קשיי עיבוד אחרים, כמו להבי מנוע טורבינה.
Minghe יציקה היא ISO9001: 2015 מוסמך יצרן סין מראש של סטנדרטי ומורכב שעוות דיוק השקעות אבי טיפוס. ניתן להשלים מודלים או דפוסי שעווה ושרף תוך מספר שעות בלבד מקבצי CAD או מתמטיקה. ניתן לייצר אבות טיפוס ממתכת בתוך שבועיים עד ארבעה שבועות וניתן לפתח חלקים יצוקים ומכונתיים תוך 2-4 שבועות. התעשיות המוצעות כוללות חלל, רכב, ביטחון, ימי, רפואי, גרעין, נפט וגז, וכלי עבודה ולמות.

היתרונות של תהליך יציקת השקעות
ניתן לסכם את הפונקציות של יציקת השקעות באופן הבא:
- - יכול לייצר חלקים גדולים
- - יכול ליצור צורות מורכבות
- - חלקי חוזק גבוה
- - קצב ייצור גבוה
- - הדיוק הממדי של יציקות ההשקעה הוא גבוה יחסית, בדרך כלל עד CT4-6 (יציקת החול היא CT10 ~ 13, הליהוק למות הוא CT5 ~ 7)
- - יציקת זכוכית מים, טמפרטורה נמוכה יציקת שעווה אבודה תהליך, עם יכולת יציקה נע בין 0.5 ק"ג ל 100 ק"ג. החומרים המשמשים בדרך כלל הם פלדת פחמן, פלדת סגסוגת ונירוסטה, חומר עמיד ללבוש וכו '.
- - גימור פני השטח של יציקות השקעה גבוה מזה של יציקות כלליות, בדרך כלל עד Ra.1.6 ~ 3.2μm.
- - השימוש בשיטת יציקת השקעות יכול לחסוך מאוד ציוד מכונות ועיבוד שעות עבודה, ולחסוך מאוד חומרי גלם ממתכת.
- - יציקת השקעות יכולה להטיל יציקות מורכבות מסגסוגות שונות, במיוחד יציקות סגסוגת בטמפרטורה גבוהה. לדוגמה, להב של מנוע סילון, הפרופיל המייעל וחלל הקירור שלו, בקושי יכול להיווצר על ידי טכנולוגיית עיבוד שבבי. ייצור על ידי תהליך יציקת השקעות יכול לא רק להשיג ייצור המוני, להבטיח את עקביות היציקות, אלא גם להימנע מריכוז המתח של סימני סכין שנותרו לאחר עיבוד שבבי.

תהליך ייצור החומרה של מינגה של יציקת השקעות
יציקת השקעות (יציקת שעווה אבודה) היא תהליך השימוש בשעווה ליצירת תבנית החלקים המיועדים ליציקה, ואז תבנית השעווה מצופה בבוץ, הנקרא עובש חימר. לאחר התבנית של תבנית החימר, מחממים וממיסים את תבנית השעווה הפנימית. הוציאו את תבנית החימר לאחר המסת תבנית השעווה ואפו אותה לתבנית קרמיקה. בדרך כלל, מערכת השערים נותרת בעת ביצוע תבנית הבוץ, ואז ניתן לשפוך את המתכת המותכת לתוך התבנית. מצננים אותו עד שהחלק מתגבש, החלקים הנדרשים מיוצרים. שלבי תהליך השלכת ההשקעה:

| פיתוח ועיצוב עובש ▶ |

| סדנת שעווה אבודה ▶ |

| בדיקת שעווה אבודה ▶ |

| עץ קבוצת שעווה▶ |

| סיליקה סול מעטפת ▶ |
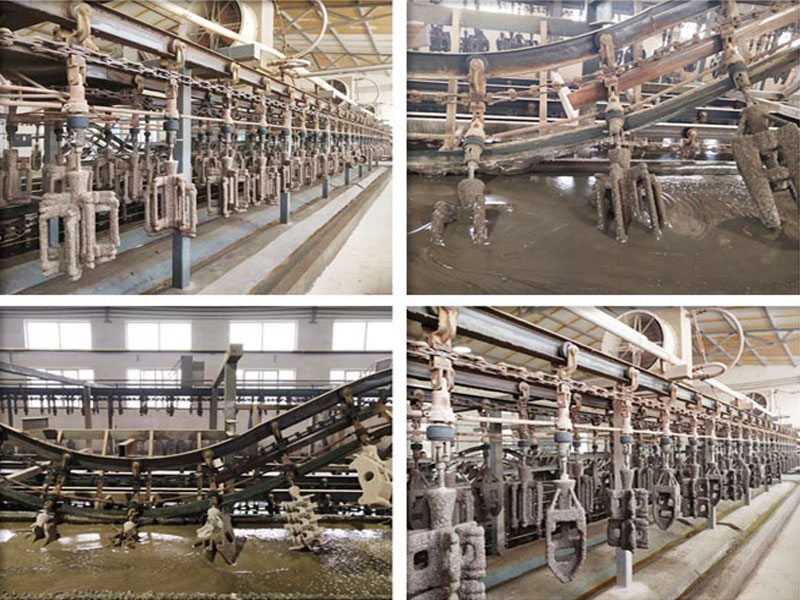
| חיזוק זכוכית מים▶ |

| שעווה לשטיפת קיטור ▶ |

| צלייה-מזיגה▶ |

| הסר מלטש שער ▶ |

| ריק חיובי▶ |

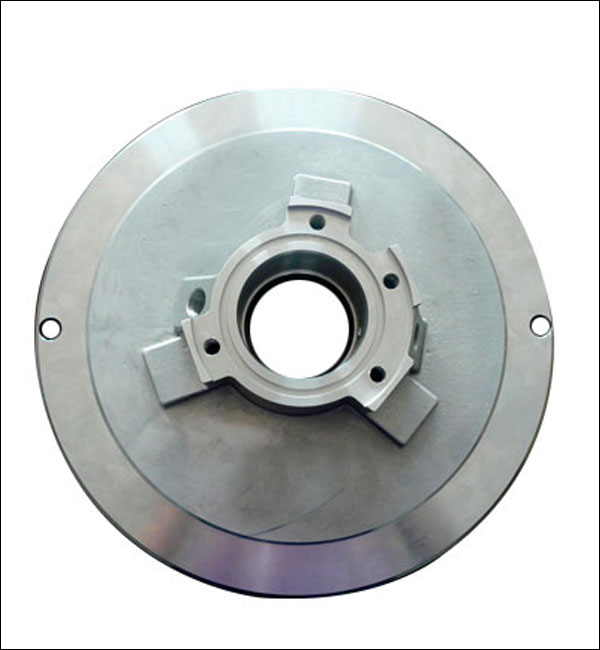
| יציקות דיוק שלמות▶ |

| לארוז ולשלוח▶ |
מקרי מינגה של יציקת השקעות
שירותי ייצור יציקת מינגה זמינים הן לעיצוב למציאות והן לריצות ייצור בנפח נמוך עד חלקי חלקי הליהוק שלך, חלקי יציקת חול,- יציקת השקעות חלקים, חלקי יציקת מתכת, חלקי יציקת קצף אבודים ועוד.











עבור לצפייה במחקרים נוספים על חלקי יציקה >>>
בחר את ספק הליהוק להשקעה הטוב ביותר
נכון לעכשיו, חלקי יציקת ההשקעות שלנו מיוצאים לאמריקה, קנדה, אוסטרליה, בריטניה, גרמניה, צרפת, דרום אפריקה ומדינות רבות אחרות בכל רחבי העולם. אנחנו רשומים ISO9001-2015 וגם מאושרים על ידי SGS.
שירות ייצור הליהוק להשקעות בהתאמה אישית שלנו מספק יציקות עמידות ומשתלמות העומדות במפרט שלך לתעשיות רכב, רפואה, תעופה, אלקטרוניקה, מזון, בנייה, אבטחה, ימי ועוד. מהר לשלוח את שאלתך או להגיש את הציורים שלך לקבלת הצעת מחיר בחינם בזמן הקצר ביותר. צור איתנו קשר או שלח דוא"ל sales@hmminghe.com כדי לראות כיצד אנשינו, הציוד והכלים שלנו יכולים להביא את האיכות הטובה ביותר במחיר הטוב ביותר עבור פרויקט הליהוק ההשקעות שלך.
אנו מספקים שירותי ליהוק כוללים:
שירותי יציקת מינגה העובדים ביציקת חול, יציקת מתכת, יציקת השקעות, יציקת קצף אבוד ועוד.
חול יציקה
חול יציקה הוא תהליך יציקה מסורתי המשתמש בחול כחומר הדוגמנות העיקרי לייצור תבניות. יציקת הכבידה משמשת בדרך כלל לתבניות חול, וניתן להשתמש גם ביציקות בלחץ נמוך, ביציקה צנטריפוגלית ובתהליכים אחרים כשיש דרישות מיוחדות. ליהוק חול יש מגוון רחב של יכולת הסתגלות, ניתן להשתמש בחתיכות קטנות, חלקים גדולים, חלקים פשוטים, חלקים מורכבים, חלקים בודדים וכמויות גדולות.
יציקת עובש קבועה
יציקת עובש קבועה בעלי חיים ארוכים ויעילות ייצור גבוהה, לא רק שיש להם דיוק ממדי טוב ומשטח חלק, אלא גם בעלי חוזק גבוה יותר מאשר יציקות חול ופחות סביר שהם ייפגעו כאשר אותה מתכת מותכת נשפכת. לכן, בייצור המוני של יציקות מתכת לא ברזליות בינוניות וקטנות, כל עוד נקודת ההתכה של חומר היציקה אינה גבוהה מדי, בדרך כלל עדיפים יציקת מתכת.

ליהוק השקעות
היתרון הגדול ביותר של - יציקת השקעות הוא שמכיוון שליציקות השקעה יש דיוק ממדי וגימור פני שטח, הם יכולים להפחית את עבודת העיבוד, אך להשאיר מעט קצבת עיבוד בחלקים עם דרישות גבוהות יותר. ניתן לראות כי השימוש בשיטת יציקת השקעות יכול לחסוך הרבה ציוד מכונות ועיבוד שעות עבודה, ולחסוך מאוד חומרי גלם ממתכת.
ליהוק קצף אבוד
יציקת קצף אבודה זה לשלב דגמי שעוות פרפין או קצף הדומים לגודל היציקה וצורתם לאשכולות דגם. לאחר צחצוח וייבוש ציפויים עקשניים, הם נקברים בחול קוורץ יבש לצורך מידת רטט, ויוצקים בלחץ שלילי כדי להפיץ את הדגם. , המתכת הנוזלית תופסת את עמדת הדגם ויוצרת שיטת יציקה חדשה לאחר התמצקות וקירור.

למות יציקה
יציקת מתים היא תהליך יציקת מתכת, המאופיין בהפעלת לחץ גבוה על המתכת המותכת באמצעות חלל התבנית. תבניות עשויות בדרך כלל מסגסוגות בעלות חוזק גבוה יותר, ותהליך זה דומה במקצת לדפוס הזרקה. רוב יציקות המות הן ללא ברזל, כגון אבץ, נחושת, אלומיניום, מגנזיום, עופרת, פח, וסגסוגות עופרת ופח וסגסוגותיהן. מינגה היה צמרת סין שירות הליהוק למות מאז 1995.
יציקה צנטריפוגלית
יציקה צנטריפוגלית היא טכניקה ושיטה של הזרקת מתכת נוזלית לתבנית מסתובבת במהירות גבוהה, כך שהמתכת הנוזלית היא תנועה צנטריפוגלית למילוי התבנית וליציקה של יציקה. בשל התנועה הצנטריפוגלית, המתכת הנוזלית יכולה למלא את התבנית היטב בכיוון הרדיאלי וליצור את המשטח החופשי של היציקה; זה משפיע על תהליך ההתגבשות של המתכת, ובכך משפר את התכונות המכניות והפיזיקליות של היציקה.

יציקת לחץ נמוך
יציקת לחץ נמוך פירושו כי התבנית ממוקמת בדרך כלל מעל כור היתוך האטום, ואוויר דחוס מוחדר לתוך כור ההיתוך כדי לגרום ללחץ נמוך (0.06 ~ 0.15MPa) על פני המתכת המותכת, כך שהמתכת המותכת עולה מצינור העלייה ל למלא את התבנית ולשלוט בשיטת יציקה מגובשת. לשיטת יציקה זו הזנה טובה ומבנה צפוף, קל ליציקת יציקות מורכבות בעלות קירות דקים גדולים, ללא עליות ושיעור התאוששות מתכת של 95%. ללא זיהום, אוטומציה קלה למימוש.